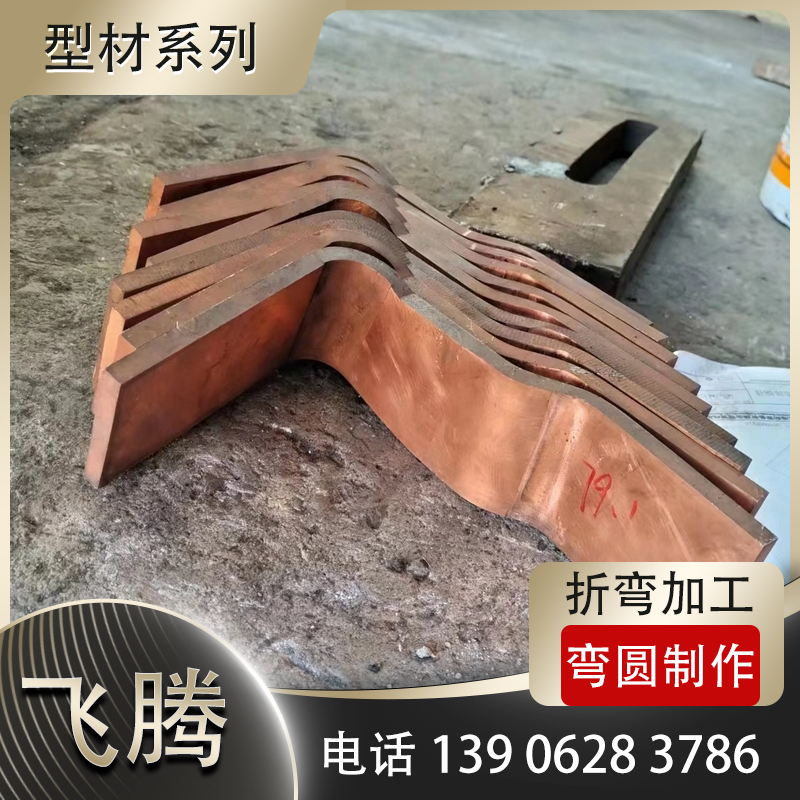
异形件弯曲加工展开尺寸精准计算异形弯曲件泛指多角度、不等边、大小圆弧复合、正反弯折一体的非标钣金构件,包含异形折角、偏心弯、大小R混搭折弯、断续弯折结构,区别标准化直角折弯件,无法套用统一折弯扣除值下料···
直角弯曲加工回弹补偿基础计算公式钣金90°直角弯曲是最常用折弯工序,板材卸压后弹性形变复原,会出现折弯角度变大、折弯内径扩径现象,即为折弯回弹。单纯依靠操作工经验过弯补偿精度偏低,适配材质、板厚、模具工···
双折边压弯加工尺寸误差控制双折边压弯指板材同侧平行两道同向折边成型工艺,广泛应用钣金卡槽、包边构件、型材护边、机箱搭接边加工,成品要求双侧折边等高、平行对称、边长公差统一。相较于单边角折弯,双折边受双···
单V槽压弯加工成型受力分析单V槽压弯是数控折弯最基础、应用最广泛的成型工艺,依靠单一V型下模与尖头用上模配合,完成板材90°及多角度自由折弯,适配绝大多数钣金构件加工。折弯成型全过程板材受力不均衡、应力分层···
多角度连续压弯加工工序排布逻辑多角度连续压弯,指单块板材完成三道及以上不同角度、不同方向复合折弯加工,多用于异形钣金支架、镂空柜体、弯折连接件、立体外壳构件成型。此类工件兼具正向折弯、反向折弯、大小角···
压弯扣除值快速测算实操技巧压弯扣除值又称折弯减值,是钣金下料核算核心参数,指代板材折弯后折角重叠缩减的料长数值,直接决定板材展开尺寸精度。车间传统依靠K因子公式换算扣除值流程繁琐,适配现场快速调机效率偏···
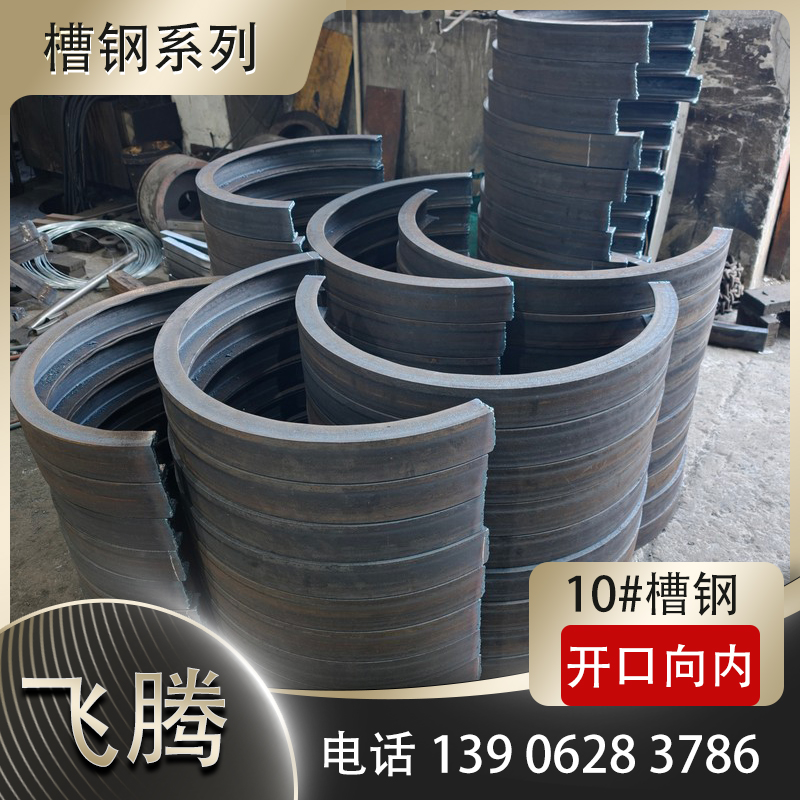
冷态卷圆加工与热卷圆加工工艺区别对比卷圆加工按加工温度分为冷态卷圆、热态卷圆两大主流工艺,二者依托不同温度工况完成板材塑性辊压成型,适配不同壁厚、材质、直径筒体构件加工。冷卷为常温自然温度成型,热卷为···
宽板大口径卷圆加工防扭曲校正方法业内将板宽≥600mm、筒径≥500mm筒体定义为宽板大口径卷圆构件,多用于通风罐体、大型设备筒节、非标承压筒体加工。此类板材幅宽大、自重荷载高、板面跨度大,卷制过程极易出现筒体···
窄板小型圆筒卷圆加工精准调辊技巧行业将宽度≤120mm、直径≤200mm的板材筒体定义为窄板小型圆筒,多用于设备销轴护套、小型密封套筒、五金连接筒加工。相较于常规宽幅筒体,窄板刚性弱、受力面小,卷圆时常出现两端···
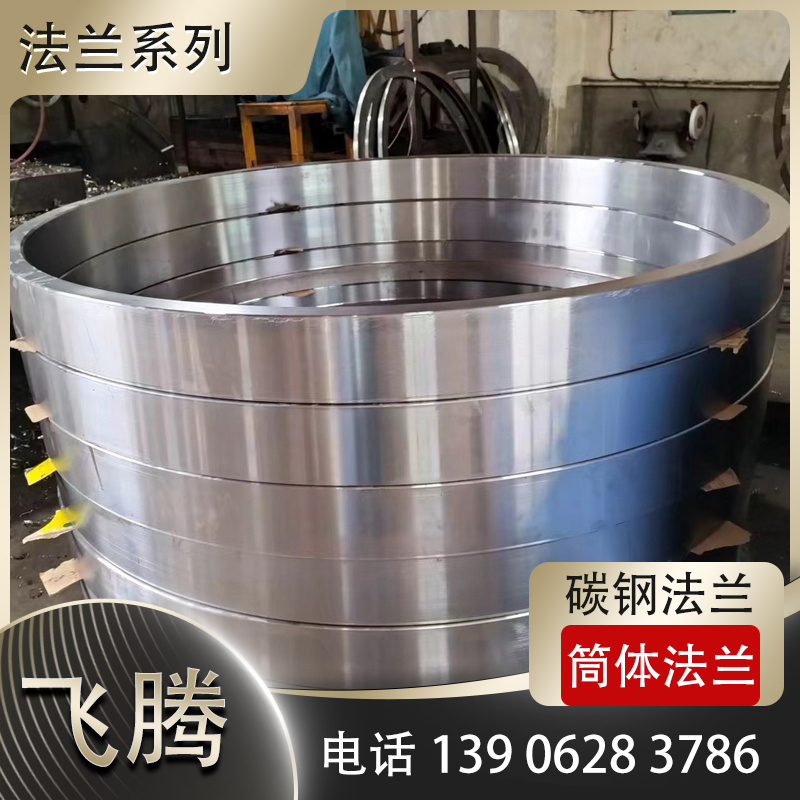
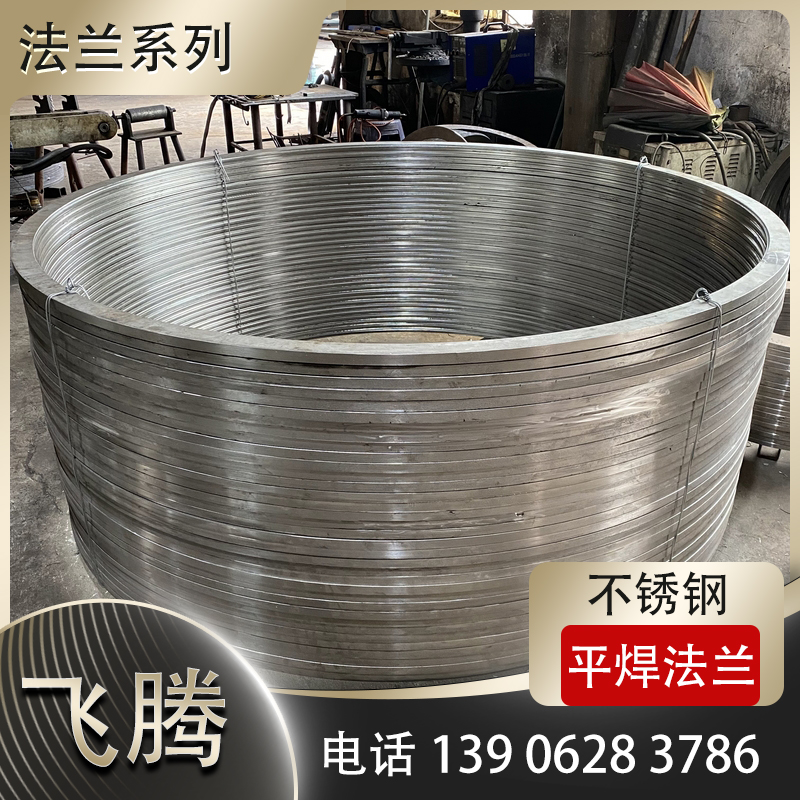
压力容器筒体卷圆加工行业工艺标准压力容器筒体属于承压受压核心构件,需契合GB150承压设备国标、TSG21固定式压力容器安全技术监察规程生产管控,筒体圆度、拼缝精度、残余应力、材质性能直接决定设备耐压安全性与服···
扫一扫,关注我们