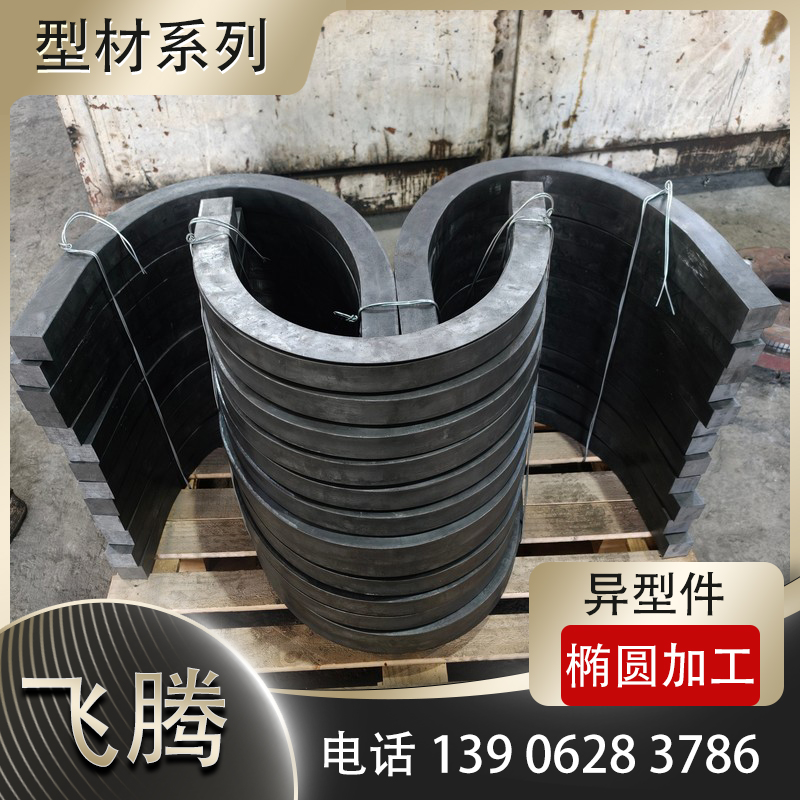
厚板压弯加工受力极限参数标准行业将厚度≥6mm钢板、型材定义为压弯厚板,主流材质包含Q235普碳钢、Q355高强结构钢、厚壁不锈钢,多用于设备基座、钢结构支座、承压框架折弯加工。厚板抗弯强度大、承压极限高,压弯受···
薄板压弯加工塑性变形控制要点行业一般将0.5mm-3mm金属板材定义为压弯薄板,涵盖冷轧钢板、不锈钢、铝单板等材质,广泛用于柜体钣金、装饰面板、机电外壳加工。薄板厚度小、结构刚度弱,塑性形变敏感度极高,压弯过程···
压弯加工变形受力全过程分析金属压弯依托折弯机、卷圆机外力施压,使板材、型材发生弯折塑形,加工全过程受力复杂,受力不均会直接引发开裂、褶皱、回弹、截面扭曲等缺陷。多数加工故障,本质是操作人员未掌握分段受···
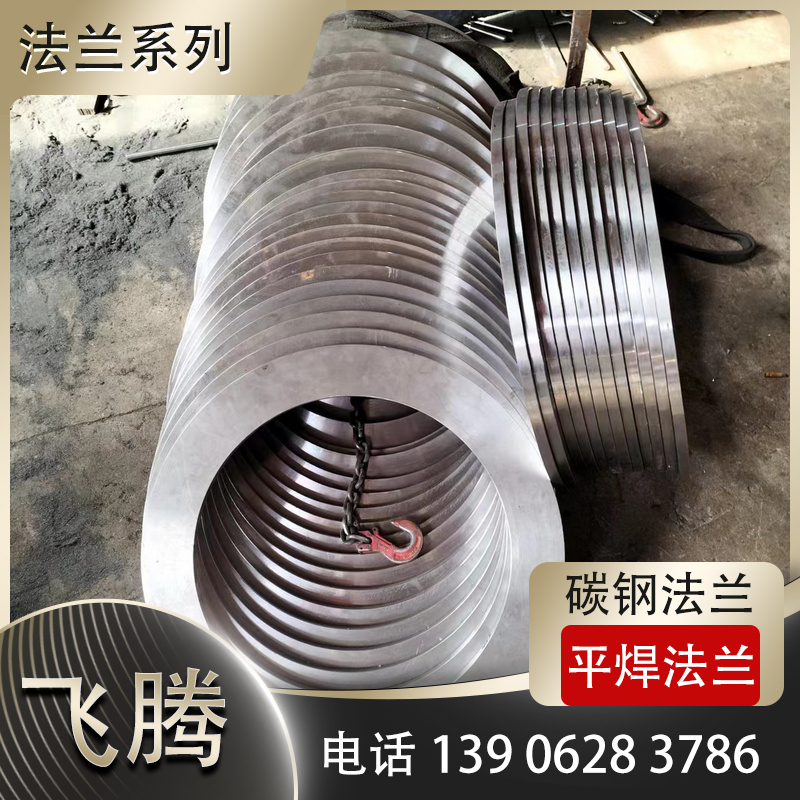
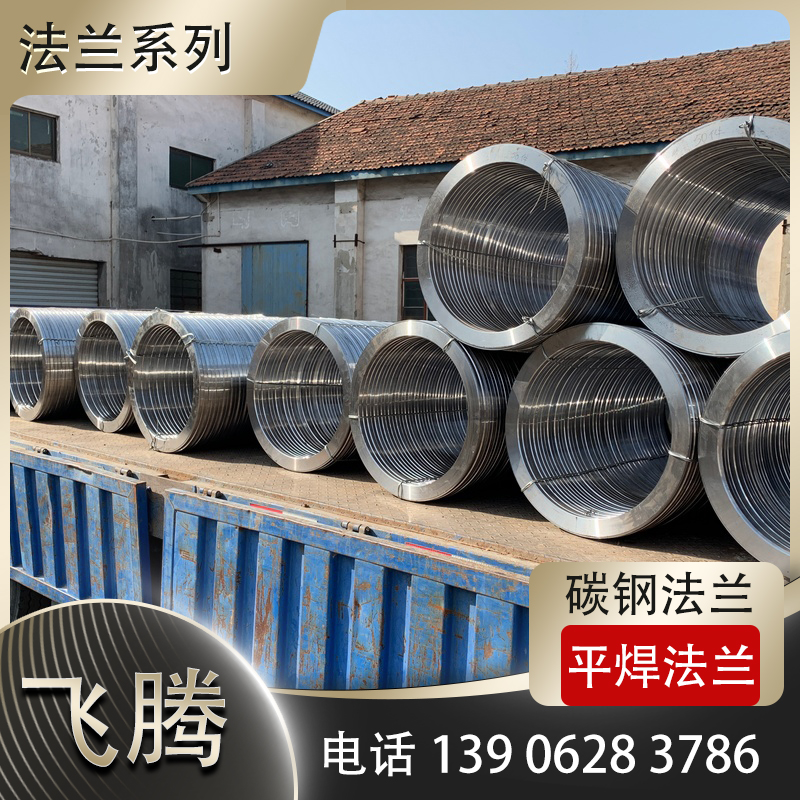
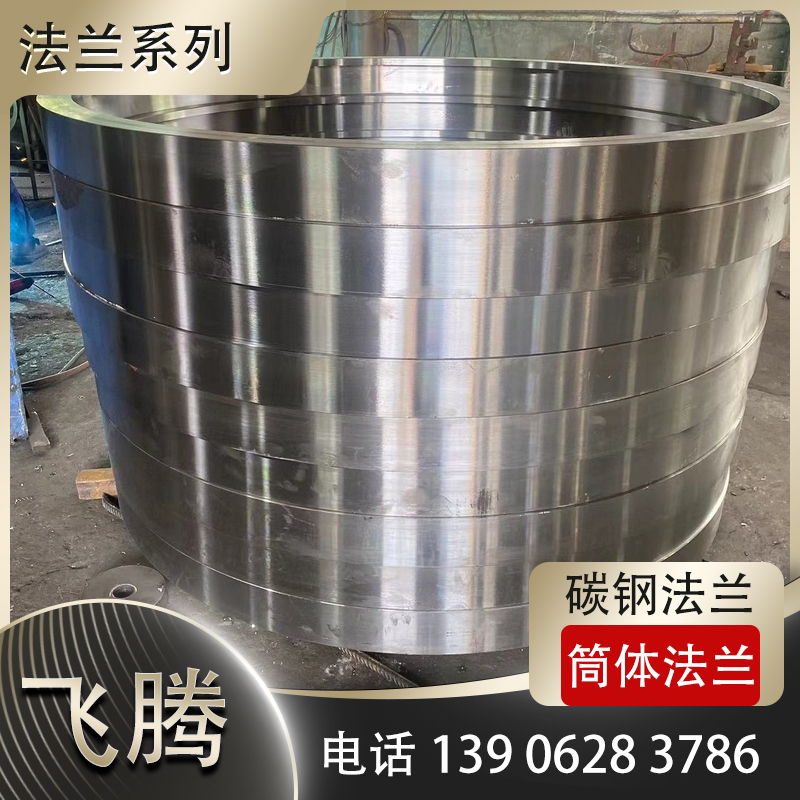
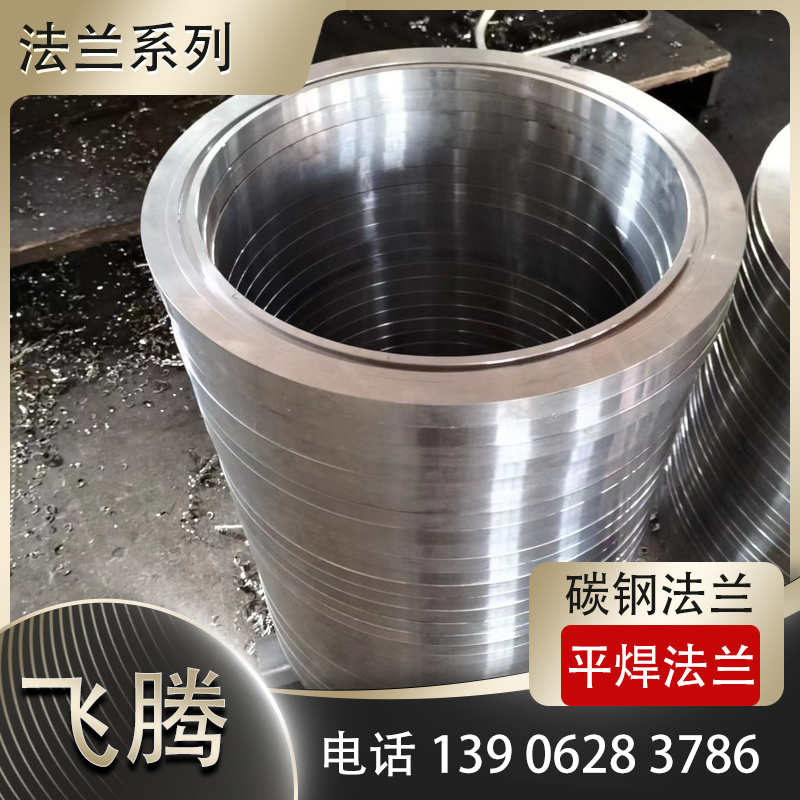
大直径筒体卷圆加工圆度公差控制技巧工程压力容器、通风大型筒体、储罐外包筒体多为大直径钢板卷圆构件,筒体直径普遍大于800mm,板材自重偏大、受压跨度大、应力分散,卷圆后极易出现椭圆、腰鼓变形、局部塌弧、两端···
无直边卷圆加工两辊设备成型工艺要点传统三轴卷圆机受结构限位,板材首尾必然存留平直直边,必须额外预弯处理,工序繁琐且筒体拼缝精度差。两辊液压卷圆机依托刚性钢辊+弹性聚氨酯胶辊组合结构,可实现板材全域均匀受···
厚钢板卷圆加工预弯操作标准步骤详解厚度6mm以上Q235、Q355厚钢板筒体卷圆,板材首尾两端受三轴卷圆机结构限制,辊压后会留存平直直边,无法形成完整圆弧,极易出现筒体对口错位、拼缝不均、承压受力失衡问题,而端部···
不锈钢薄板卷圆加工回弹控制完整工艺方案201、304不锈钢薄板具备耐腐蚀、外观光洁、强度高等优势,广泛用于风管、罐体护板、装饰弧形构件加工。不锈钢材质弹性模量高、塑性区间小,相较于碳钢薄板,卷圆回弹量大、形···
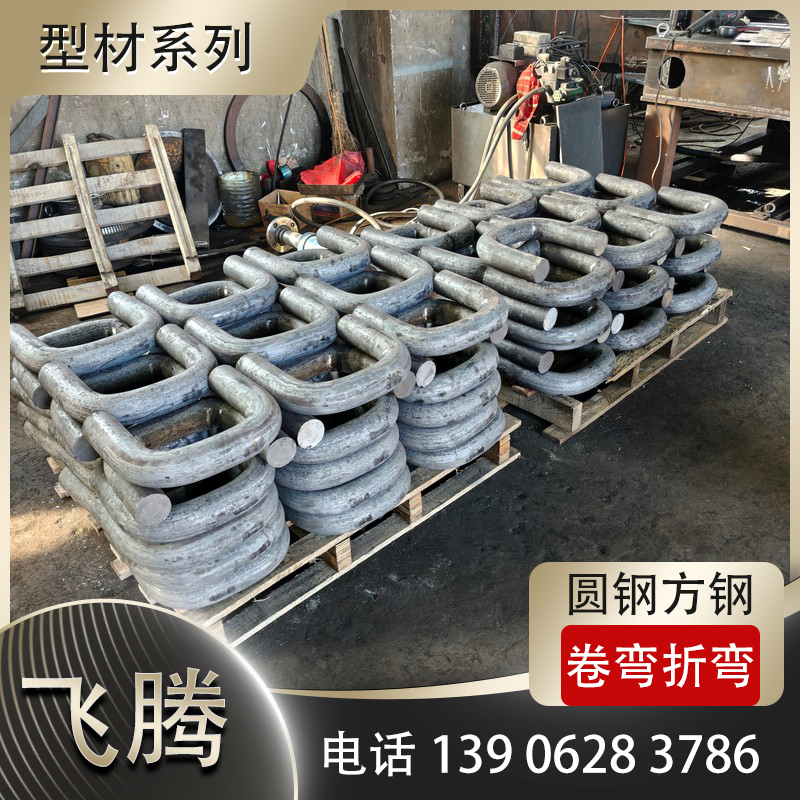
型材弯曲加工拉弯工艺操作步骤详解拉弯是幕墙铝型材、钢结构方管、门窗异形型材专属高精度弯曲工艺,区别普通辊弯、压弯工艺,依靠两端夹持拉伸+模具顶压协同受力,消除型材内侧挤压褶皱、截面扭曲、回弹形变缺陷,成···
管材弯曲加工冷弯与热弯核心区别管道弯制加工分为常温冷弯、加温热弯两大工艺,广泛应用化工承压管道、消防给排水、幕墙钢结构、暖通管路弯管生产。两类工艺依托加工温度差异,改变管材塑性形变状态,在成型原理、管···
钣金弯曲加工三种主流工艺对比现阶段钣金加工行业,折弯压制、辊式弯圆、冲压模弯为三大主流弯曲工艺,适配机柜外壳、暖通风管、幕墙弧形板、设备钣金不同成型需求。三类工艺形变原理相近,但成型形态、加工精度、产···
扫一扫,关注我们