数控压弯加工弹塑性仿真模拟教程数控压弯加工存在弹性回弹、应力不均、板料减薄、折弯开裂等不可预判问题,传统试弯调机耗时耗材,加工成本偏高。弹塑性仿真模拟依托钣金专用有限元仿真软件,复刻板材加压、形变、卸···
铝合金板材卷圆加工防开裂工艺优化方案铝合金板材质地轻柔、延展性差异化明显,广泛用于幕墙弧形单板、通风圆弧构件、装饰筒体卷圆加工。相较碳钢材质,铝材晶粒质地脆弱、加工硬化速度快、抗拉极限低,卷圆外侧极易···
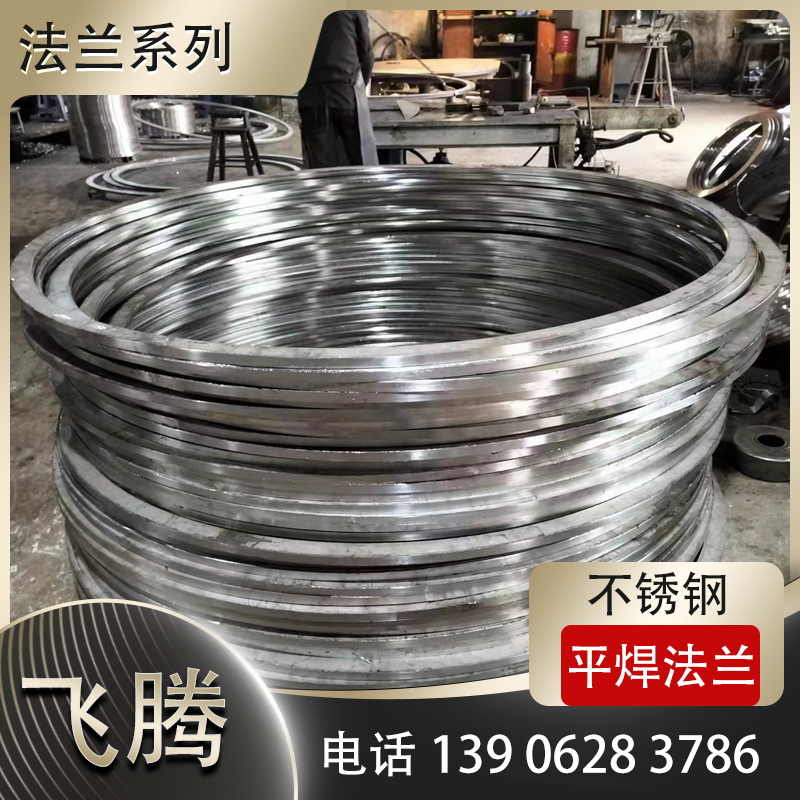
数控四辊卷圆加工全自动编程操作流程数控四辊卷圆机依托四边辊协同伺服联动,自带系统编程模块,相较于传统三轴卷圆机,具备自动预弯、自动卷圆、自动收口、无直边成型、程序储存复用优势,适配筒体、弧形板、大小头···
锥形大小头卷圆加工精准成型实操教程锥形大小头又称变径筒体,多用于管道接驳、通风管路、承压罐体变径过渡,筒体一端口径大、一端口径小,属于异形偏心卷圆构件。相较于等径圆筒卷圆,大小头两侧曲率、进给速度不一···
厚板弯曲加工最小弯曲半径计算方法行业界定厚度≥6mm钢材为折弯厚板,涵盖普碳钢、高强钢、厚壁不锈钢三大品类,厚板截面厚度大、内外拉压应力差值悬殊,折弯外侧极易出现晶粒撕裂、分层开裂。最小弯曲半径是厚板折弯···
三点式弯曲加工如何控制工件公差三点式弯曲是数控折弯高精度成型工艺,依托上模中心点、下模双支撑点三点协同受力,介于自由弯曲与底压弯曲之间,兼具可调角度、成型精度高、模具损耗低优势,广泛用于精密钣金、新能···
自由弯曲加工与底压弯曲加工精度差异数控折弯机主流分为自由弯曲、底压弯曲两大折弯模式,二者模具受力形式、形变约束程度不同,尺寸精度、角度稳定性、回弹量、适配工况差距明显,是钣金调机核心区分要点。车间加工···
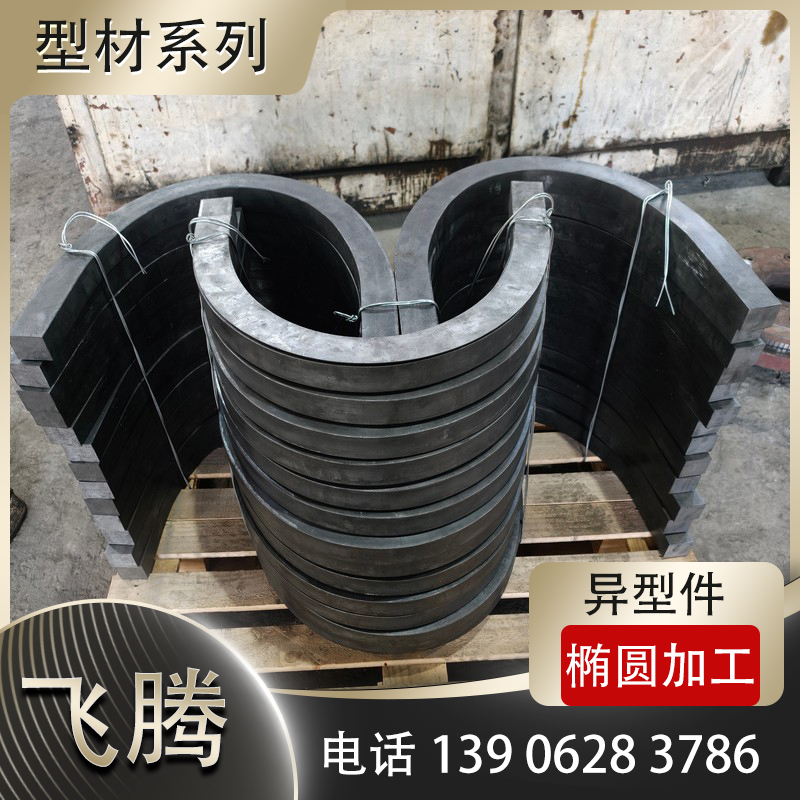
滚压弯曲加工适用材料与成型特点滚压弯曲又称辊式弯曲,依托双轴、三轴、多轴辊轮匀速挤压进给,分次渐进完成板材、型材、管材圆弧塑形,区别定点式模具压弯,是连续式柔性弯曲工艺。目前广泛应用幕墙弧形型材、管道···
压弯加工最小弯曲半径选材规范最小弯曲半径,指金属板材、型材压弯成型时,弯折内侧允许的最小临界圆弧半径,是选材、工艺核定核心指标。若实际折弯内半径小于材质临界值,弯折外侧拉应力超出金属延伸极限,会直接出···
扫一扫,关注我们